안녕하세요~닭개장아니고 장계장입니다.
오늘은 제조업에서 자주 사용되는 공정능력분석을 미니텝을 활용해서 해보도록 하겠습니다.

| [ 목차 ] |
|---|
| 미니텝을 활용한 공정능력분석 방법 |
| - 1. Data 입력 |
| - 2. 공정 능력 분석 실행하기 |
| - 3. 공정 능력 분석 시 Spec 넣기 |
| - 4. 공정 능력 분석 그래프 해석 |
미니텝을 활용한 공정능력분석 방법
자~ 다들 바쁘시니, 어떻게 하면 되는지 하나하나 써보겠습니다.
(정량적인 Data를 베이스로 하여 진행합니다.)
- 밑의 예시는 정규분포를 따른다고 가정한 예시 입니다.

1. Data 입력
- 워크시트(상기 표기부)에 분석하고자 하는 Data를 '종'방향으로 입력 합니다.
(이때 제품군이 있다면 하기 방법으로 측정 합니다.)
(평균 30EA 측정)
2. 공정 능력 분석 실행하기
- 밑의 그림에 표기된 순서대로 클릭 하여 선택합니다.

통계 분석 → 품질도구 → 공정 능력 분석 → 정규 분포 클릭
3. 공정 능력 분석 시 Spec 넣기

- 표현되는 '공정 능력 분석(정규 분포)' 창에서 위의 순서대로 누릅니다.
① 단일열에 분석하고자 하는 열의 이름을 입력한다.
② 부분군 크기에 부분군의 크기를 입력한다.
- 대부분 1
- 부분군 : 열 안에 데이터의 종류를 의미
③ Spec 의 규격 상, 하한을 입력 한다.
④ 옵션 버튼을 클릭 한다.
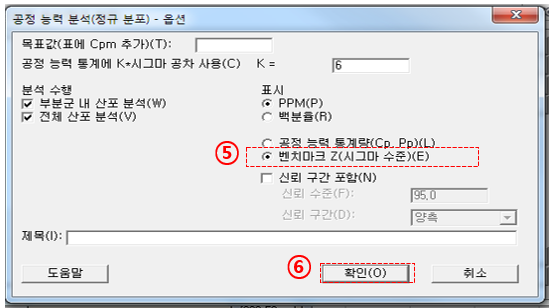
⑤ 벤치 마크 Z(시그마 수준) 을 클릭 한다.
⑥ 옵션의 확인 버튼을 누른다.
⑦ 공정 능력 분석의 확인 버튼을 누른다.
4. 공정 능력 분석 그래프 해석
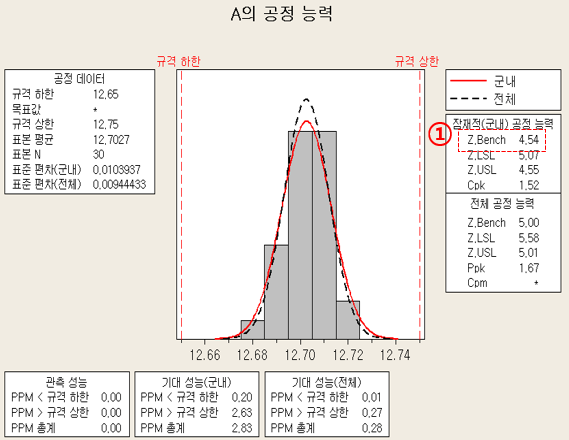
① 시그마 수준을 의미 한다.
- 시그마 수준이 낮다면 개선해야 한다.
1) Cp
- 정의 : 고객의 요구수준(USL~LSL) / 업무의 수준 (±3σ(=6 σ))
- 의미 : Cp가 크다는 것은 업무의 산포가 작다는 것을 의미
- 배경 : 정규분포의 특성 상 ± 3 σ 사이에 전체의 99.73%가 존재한다고 봄. 그래서, 업무 결과에 대한 ± 3 σ의 길이를 구한후 고객 요구수준과 비교하면 하나의 지수를 구할 수 있습니다.
2) Cpk
- Cp *(1-K) : K는 abs(평균값-목표값) / (고객의 요구수준/2)로 계산
- 의미 : K는중심에서 떨어진 거리로써, Cp에서 그 거리만큼 보정하여 정확도를 반영한다.
- 배경 : Cp가 정확도를 반영하지 못한다는 단점으 있어서 이것을 보완하기 위한 지수 임.
3)Z.Bench
시그마 수준은 하기같은 Z.Bench 값을 가지고 있습니다.
- Z.Bench =3 이라면 4.5 시그마 수준이며 이는 1,300PPM 이상의 불량률을 가진다.
- Z.Bench =4 이라면 5.5 시그마 수준이며 이는 30PPM의 불량률을 가진다.
- Z.Bench =4.5 이라면 6 시그마 수준이며 이는 3.4PPM의 불량률을 가진다.
Why?
그렇다면 왜 Z.Bench가 4.5일때 6시그마 공정의 수준이라고 할까요?
이것을 Z-Shift의 개념입니다.
예시로, 모토로라가 그들의 공정을 연구해 보니, 공정을 잘 컨트롤 하고 특수인자를 제거하거나 줄일 경우 개선에 대한 기회가 많아 진다는 것을 파악하였고 Z. Shift = Zst-Zlt라고 했으며, 이들이 1.5시크마를 사용하였습니다.
이것으로 오늘 확인하고자 하는 미니텝을 이용한 공정 능력 분석 방법에 대해서 알아 보았습니다.
위의 순서대로 차근차근 따라해 보신다면 공정능력 분석이 가능하실것으로 판단됩니다.
항상, 매번 업무에 도움이 되는 실제 포스팅으로 찾아 뵙겠습니다.
감사합니다.



